Keeping RF and microwave communications reliable in unstable environmental conditions
In recent years the North American continent has been battered by unstable weather patterns. The northern part of the continent experienced ice storms, which affected areas spanning thousands of kilometers; while hurricanes brought gusty winds, heavy rains and flooding to the mid-Atlantic states. This past summer’s intense hurricane season in Florida is only the latest example.
In severe weather conditions, state and provincial governments rely on emergency services and the military to support rescue, cleanup, and safety situations. As a result, the antennas that keep military and emergency personnel connected must be designed to withstand extreme wind, ice, and rain conditions.
The challenge for communications service providers is the lack of places to install antennas. Space for mounting communication systems, including those used by the military, becomes scarce because authorities tend to limit the number of available transmitting sites. As a result, more and more services need to coexist in close proximity to one another, and multiple-channel communication systems must use ever-narrowing frequency bandwidth to make the most of system capacity. Generated intermodulation signals are thus more likely to fall in the received band.
In addition, industry is moving toward higher transmit power levels and receivers with ever-increasing sensitivity. These two trends are not at all in sympathy with one another. Any one of these trends (individually or combined) worsens the incapacitating effect that passive intermodulation (PIM) has on communications systems. Therefore, it is important to attempt to perform frequency management and introduce isolation whenever possible. In reality, frequency management is often not possible and hence designing products with low passive intermodulation is now becoming a prerequisite when designing communications systems that need to offer a high probability of communication under severe environmental conditions.
Passive intermodulation
Many base stations broadcast on several channels concurrently. When these multiple signals are transmitted through nonlinear components within the antenna, for example, spurious unwanted signals are generated on additional frequencies. This phenomenon is called intermodulation.
PIM is the production of new signal-frequency components - also referred to as products - in passive devices commonly found in and around a radio site. Devices in combining systems that could potentially generate PIM products include cables, connectors, adapters, transmission line junctions (such as Tee and Stars), filters, directional couplers, antennas, and surge protectors.
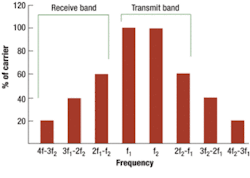
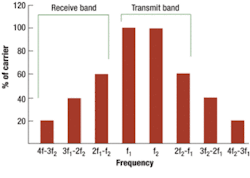
FIGURE 1. Two transmit signals at f1 and f2 could generate third-order passive intermodulation products at (2f1 - f2) and (2f2 - f1) respectively. Likewise, the fifth-order products will be located at (3f1 - 2f2) and (3f2 - 2f1), and the seventh-order products at (4f1 - 3f2) and (4f2 - 3f1).
Figure 1 shows two transmit signals at frequencies f1 and f2 generating third-, fifth-, and seventh-order PIM products at frequencies that could fall within the band allocated to that same service or adjacent services. These newly generated third, fifth, and seventh orders are likely to desensitize nearby receivers operating at those frequencies.
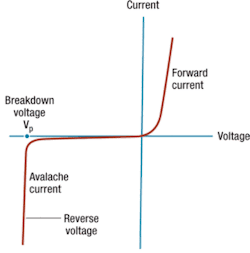
To better understand the causes for PIM, consider metal joints or contact interfaces used in communications devices such as antennas. The metal corrodes and the layer of oxide that forms in such RF joints acts as an insulator. Through that corrosion (or insulation) layer, electron tunneling (also known as “diode effect”), and microscopic arcing take place. This physical occurrence gives rise to nonlinearity that causes the generation of passive intermodulation products.
The current-voltage characteristics shown in Figure 2 are that of a typical diode, as well as a joint where corrosion sets in between the two joining metals. The nonlinearity exhibited in this current-voltage relationship is evident.
Generally, corrosion cannot be prevented but it can be controlled to a degree. Control over corrosive processes comes from limiting contact between galvanically dissimilar metals. The greater the dissimilarity, the faster corrosion sets in. In addition, we can prevent the presence of electrolyte (in the form of moisture, salt, and the like), between dissimilar metals by ensuring sufficient separation between metals that are not intended to form a joint.
Another source of generating PIM products comes from the nonlinearity of ferromagnetic material. Ferromagnetic material follows a nonlinear magnetization curve when magnetized from a zero magnetic-field value, as shown in Figure 3. Furthermore, a hysteresis loop involves the nature of magnetization of ferromagnetic material. This means that a different magnetization curve is traversed for each half of an alternating current cycle.
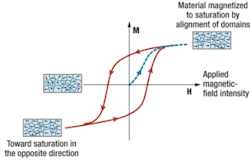
Much like corrosion in a joint, the extent of nonlinearity will vary from one material to another, and hence, the extent of resulting passive intermodulation products will vary too. They all occur at known frequencies, but depending on the characteristics of the material used, they will vary in magnitude.
Weather-resistant housing
In relatively inaccessible areas subjected to severe weather conditions, antennas and associated communications equipment can be housed in durable shells to provide adequate protection from the environment. These rugged fiberglass housings have been known to weather storms with wind velocity in excess of 150 miles per hour. The outer surface of these shells is glossy and because of the built-in flexing action in high winds ice will not normally adhere to the surface.
Most antenna installations, however, are subjected to the environment and thus need to be designed to withstand high wind velocity. It is common for base-station antennas to be designed to withstand wind loading of 150 miles per hour with no ice, or 110 miles per hour with 1.5 inch of radial ice. Wind load, or velocity pressure, acting on an antenna assembly is defined as the moments and forces caused by the specified wind pressure acting in the direction that produces the maximum value of forces and moments.
Generally, wind load, P (kg), is given by
P = cpA
where c is the shape factor (c = 1.0 for a round profile; c = 1.5 for a flat profile); p is the velocity pressure in kg/m2 (p = γ /2g V2, where γ is the density of the media in kg/m3, g is the gravitational constant 9.81 m/s2, and V is the wind velocity in m/s); and A is the projected area in square meters.
Anodized and Alodine coatings
Most exposed base-station antennas are fabricated out of aluminum. Methods used to protect aluminum and its alloys from corrosion include chemical conversion coatings and anodic oxide coatings, the former is a chemical treatment while the latter is an electrochemical process.
Chemical conversion coating has industrial significance because of its protective nature and pretreatment for organic finishes. One of the many processes, American Alodine, was developed in 1945 by the American Chemical Paint Company. The process was adopted by ICI Ltd. and later introduced to Britain as Alocrom. These processes are based on a chromate-phosphate chemistry, which provides a coating consisting of phosphate, chromium, and aluminum. The main attraction of these coatings is the economy and speed at which they can be produced, but they are thinner and softer than those produced by the anodizing process and are not in the same class when comparing protective properties. They are not normally suitable for conditions requiring higher corrosion or abrasive resistance.
On the other hand, anodic oxide films produced by electrolytic means are thicker and harder. As with chemical conversion coating the chemistries and processes are numerous. Each process yields a specific set of layer properties involving thickness, hardness, and color. Anodic oxide layers have a porous characteristic, which when sealed enhance the surface properties and allow for colorfast dye depositions in a variety of colors. The method of sealing can affect surface properties such as hardness, corrosion resistance, heat resistance, abrasion resistance, impedance, dielectric strength, emissivity, and heat reflectance. Organic substances such as lacquers, waxes, resins, and polymer dispersions (TFE) have been used to further enhance the film’s corrosion resistance and in some cases reduce surface friction.
Separate from the normal anodic coatings are the “hard” anodic coatings. These coatings are used for applications requiring hardness and abrasion resistance. They provide a thicker, harder oxide layer compared to normal anodizing.
The process of anodizing is much more involved and requires use of electrical power and is therefore normally more expensive than chemical conversion coating such as Alodine. Because of its superior corrosion resistance, hardness, abrasive resistance, and ability to accept color dyes and organic treatments, anodic coatings should always be chosen over Alodine in outdoor environments subject to severe weather conditions and environmental pollutants.
In addition to Alodine and anodizing, there are other processes and treatments available that may be better suited for a particular application. The quality of the protective coating goes beyond the coating type. The material alloy, physical features of the design, and pretreatments are also significant to the final performance of the particular finish.
Unlike commercial communication requirements, in the military arena the need for high probability for communication, defined in terms of percentage availability, is often close to 100 percent. Strict requirement for availability is a strong function of reliability. Factors such as low PIM design, survivability in extreme weather conditions, and metal surface coating should be considered to achieve satisfactory reliability.Dr. Ofer Givatidesigns products for Sinclair Technologies Inc. in Aurora, Ontario, where he has worked on projects involving the designs of antennas, antenna systems on large and complex platforms, and antenna simulation.
